Maintenance Planning: An Integrated Operations Approach through Spare Parts Inventory, Work Orders, and Schedule Integration
Introduction: Why Maintenance Planning Is Not Just a Scheduling Issue
When maintenance is delayed in an energy facility, the consequences are not only technical; they also generate operational and economic impacts. Particularly in production-oriented facilities, unplanned downtime leads directly to production loss and indirectly to increased organizational costs [4]. Therefore, maintenance planning is not merely the sequencing of work orders but a strategic decision domain that protects production continuity.
The literature emphasizes that maintenance planning and scheduling should be optimized by jointly considering resource constraints, cost parameters, and operational priorities [1]. Similarly, integrating maintenance activities with spare parts inventory management has been shown to significantly impact total cost [2].
In this context, maintenance planning requires the integrated management of:
- Opening the right work order at the right time
- Ensuring required spare parts are available in stock
- Synchronizing the maintenance schedule with the production program
TL;DR
- Maintenance planning is not only about creating a calendar; it involves managing work orders, inventory, and operational priorities together [1].
- Integrating spare parts inventory with maintenance planning can reduce total cost [2].
- Spare part shortages may lead to maintenance delays, and maintenance delays may lead to production loss [4].
- If maintenance plans are not synchronized with the production schedule, system availability may decrease [3].
- An integrated planning approach reduces unplanned downtime risk while optimizing resource utilization.
- Concepts and Theoretical Background
- Maintenance Planning and Scheduling
Maintenance planning refers to defining the scope of maintenance activities, identifying required resources, and generating work orders. Scheduling refers to sequencing these work orders along the time axis [1].
In the literature, maintenance planning is treated as a decision problem that must be optimized not only according to technical requirements but also by jointly considering resource constraints, cost targets, and operational priorities [1].
In environments such as energy facilities, where production continuity is critical, alignment between maintenance planning and the production schedule directly affects system availability [3].
- Work Order Management
A work order defines the scope of the maintenance activity, required labor, estimated duration, and necessary spare parts. If work order management is not systematic:
- Spare part requirements are not visible in advance
- Resource conflicts occur
- Schedule deviations arise
This may lead to maintenance delays and indirect cost increases.
Therefore, the work order system must operate in integration with inventory management and scheduling.
- Relationship Between Spare Parts Inventory and Maintenance
The relationship between maintenance activities and spare parts inventory is addressed in the literature under the “joint optimization” approach [2]. Rather than optimizing maintenance and inventory decisions separately, evaluating them together has been shown to reduce total cost [2].
In critical equipment, insufficient inventory can trigger the following chain reaction:
No spare part → Work order postponed → Maintenance delayed → Failure escalates → Production loss occurs
The literature comprehensively discusses that power outages and production interruptions lead to both direct and indirect economic losses [4]. Therefore, inventory planning is not merely a warehouse management issue; it is a business continuity issue.
- Cost of Delay: From Spare Part Shortage to Production Loss
Maintenance delays are often perceived as technical problems; however, their impact directly translates into financial outcomes. In the energy sector, production interruptions represent not only immediate revenue loss but also indirect cost increases and weakened system reliability [4].
The cost of delay generally emerges at three levels:
- Direct Production Loss
When equipment is taken out of service, production decreases or stops entirely. This is particularly critical in energy facilities operating under capacity-based revenue models.
- Indirect Operational Cost
When maintenance is delayed:
- Emergency intervention may be required
- Overtime may increase
- Logistics costs may rise
The literature emphasizes that the economic loss from power interruptions is not limited to direct production loss; indirect costs can also be significant [4].
- Reliability and Availability Decrease
Postponing planned maintenance may reduce system reliability and cause failure escalation. Maintenance policies in energy facilities have been shown to directly affect system availability [3].
- Chain Effect: Stockout → Delay → Increased Risk
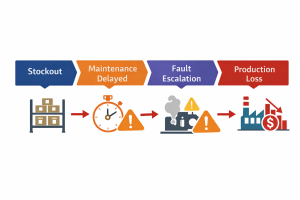
(Figure 1. The chain effect in which spare part shortages lead to maintenance delays, fault escalation, and ultimately production loss.)
When a required spare part is not available in stock (stockout), the corresponding work order must be postponed. This delay may allow the fault to progress, potentially requiring a more extensive and costly intervention.
Joint optimization of maintenance and inventory decisions is recommended to mitigate this chain effect [2].
Therefore, the cost of delay should not be viewed merely as a financial metric; it represents an operational risk that requires integrated planning.
- Integrated Planning Model: Synchronization of Spare Parts Inventory, Work Orders, and Scheduling
The maintenance planning process requires coordination among three core components:
- Work order management
- Spare parts inventory
- Operational schedule
When these elements are managed separately, the risk of delay and cost escalation increases. An integrated operations approach addresses these components within a unified decision framework.
- Work Order – Inventory Link
Each work order potentially generates a spare part requirement. However, in many facilities, spare part availability is checked only after the work order has been issued. This creates planning uncertainty.
In an integrated model:
- Spare part requirements are automatically matched at the moment the work order is created.
- Critical spare part stock levels are checked immediately.
- The schedule is updated by considering lead times.
The literature shows that jointly optimizing maintenance and inventory decisions has a significant impact on reducing total cost [2].
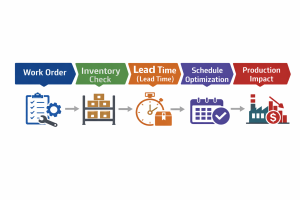
(Figure 2. Illustrates how work orders, inventory control, lead time, and schedule optimization relate to production impact within the integrated maintenance planning process.)
- Schedule Synchronization
If there is no synchronization between the maintenance schedule and the production plan, the following risks may arise:
- Maintenance overlapping with peak production periods
- Mismatch between spare part lead time and planned maintenance date
- Multiple critical pieces of equipment being taken out of service simultaneously
The literature emphasizes that maintenance planning and scheduling should be supported by decision-support systems [1].
Schedule integration helps answer key questions such as:
- When should this maintenance be performed?
- Is production loss minimized on that date?
- Will the required spare parts be available at that time?
- Critical Equipment Prioritization
Not all equipment has the same level of importance. In energy facilities, delayed maintenance of critical equipment can create a chain effect across the entire system.
Therefore, in an integrated planning model, the following parameters should be evaluated together:
- Equipment criticality score
- Failure probability
- Impact on production
Maintenance policies in energy facilities have been shown to directly affect system availability [3].
- Benefits of the Integrated Model
An integrated planning approach:
- Reduces stockout risk
- Decreases the likelihood of unplanned downtime
- Optimizes resource utilization
- Minimizes the cost of delay
This model transforms maintenance planning from a purely technical activity into a core business management function.
- Application Scenario: Integrated Planning in HPP Turbine Maintenance
In a hydroelectric power plant, the scheduled maintenance period for the turbine bearing group is approaching. A maintenance work order has been opened three weeks in advance. The scope includes bearing inspection and replacement of lubrication system components.
- Scenario 1: Planning Without Integration
The work order is created, but spare parts inventory is not checked simultaneously. During the scheduled maintenance week, the following situation occurs:
- A critical sealing component is not in stock
- The lead time for the part is 10 days
- Maintenance is postponed
During the delay, the equipment continues operating. Two weeks later, the sealing component fails, and the turbine enters unplanned shutdown.
Results:
- 2 days of production loss
- Emergency intervention cost
- Overtime and logistics expenses
The literature indicates that power interruptions result in both direct and indirect economic losses [4]. In this scenario, a stockout escalated into a chain reaction, turning into delay-related costs.
- Scenario 2: Integrated Planning Model
At the moment the work order is created, the system:
- Automatically matches spare part requirements
- Checks critical stock levels
- Considers lead times
Since the stock level is low, the system generates an early procurement recommendation. The part is supplied before the scheduled maintenance date.
Maintenance is completed on the planned date, and no production loss occurs.
The literature demonstrates that jointly optimizing maintenance and inventory decisions reduces total cost [2].
- Comparative Evaluation
When comparing the two scenarios:
Without Integration:
- Maintenance postponement
- Unplanned downtime
- Higher total cost
- Operational uncertainty
With Integrated Planning:
- Proactive procurement
- On-time maintenance execution
- No production interruption
- Optimized total cost
This comparison illustrates that integrated planning is not merely an operational improvement but a strategic risk mitigation mechanism in energy facilities.
| Parameter | Without Integration | Integrated Model |
| Spare Part Readiness | Delayed | Planned / On Time |
| Maintenance Timing | Postponed | On Schedule |
| Production Loss | Yes | No |
| Additional Cost | High | Low |
This example demonstrates that maintenance planning is not merely a technical activity; it is a business process requiring inventory and schedule integration.
- Integrated Maintenance Planning Approach with Hydrowise
In energy facilities, the effectiveness of maintenance planning is directly related to the level of data integration and visibility. When work orders, inventory data, and production plans are maintained in separate systems, the risk of delay increases.
The Hydrowise platform addresses this process through three layers:
- Work Order and Inventory Synchronization
- When a work order is created, the predefined spare parts list for the related equipment is automatically matched.
- Critical stock levels are checked.
- Lead time information is reflected in the planning interface.
This structure ensures inventory visibility at the moment a work order is opened and reduces planning uncertainty.
- Schedule and Production Plan Integration
When creating a maintenance schedule, the following factors are evaluated together:
- Production load profile
- Seasonal demand fluctuations
- Equipment criticality level
This integration prevents maintenance from overlapping with peak production periods and helps maintain system availability [3].
- Early Visibility of Delay Risk
The system can automatically answer the following questions:
- How would a delay in this work order affect production?
- Is the spare part lead time aligned with the planned date?
- Are there other critical maintenance activities scheduled during the same period?
This approach transforms maintenance planning from a reactive process into a predictable one.
The literature shows that jointly optimizing maintenance and inventory decisions provides cost advantages [2]. The Hydrowise integration model operationalizes this principle.
- Conclusion and Evaluation
Maintenance planning is not simply placing work orders on a calendar. If spare parts inventory, work orders, and production plans are not managed together, maintenance delays become inevitable. This delay chain may evolve into spare part shortages, schedule drift, and production loss [2][4].
The literature demonstrates that jointly optimizing maintenance and inventory decisions reduces total cost and improves system availability [2][3]. Therefore, an integrated planning approach is a critical tool for maintaining operational continuity in energy facilities.
The integrated operations model answers a fundamental question:
Is maintenance being performed at the right time, with the right resources, and with the right spare parts?
Organizations capable of systematically answering this question can reduce the risk of unplanned downtime while making maintenance costs more predictable.
As a next step, it is recommended to evaluate the level of integration between work order, inventory, and scheduling data in the current maintenance planning process and to define delay cost as a measurable performance indicator.
- Frequently Asked Questions
1- What is the difference between maintenance planning and scheduling?
Maintenance planning defines the scope of tasks and required resources. Scheduling refers to sequencing these tasks along the time axis [1]. Scheduling without proper planning may lead to resource and inventory conflicts.
2- Why should spare parts inventory be part of maintenance planning?
Optimizing maintenance and inventory decisions separately may increase total cost. The literature recommends addressing these two decisions jointly [2]. Spare part shortages may lead to maintenance delays, and maintenance delays may result in production loss [4].
3- How is delay cost calculated?
Delay cost may consist of direct production loss, indirect operational costs, and reliability degradation components [4]. In critical equipment, this cost may create cascading effects.
4- Should different inventory policies be applied to critical equipment?
Yes. For critical equipment, stock levels should be determined based on failure probability and production impact. Maintenance policies have been shown to directly affect availability [3].
5- Is integrated planning necessary in small facilities?
Even if the number of assets is limited, integrated planning provides value when the cost of production interruption is high. Spare part visibility is particularly critical for items with long lead times [2].